جوشکاری آرگون یک فرآیند جوشکاری با. قوس الکتریکی است که. در آن قوسی بین الکترود تنگستن. غیرقابل مصرف و قطعه. کار تشکیل می شود تا. جوشکاری انجام شود. در این جوشکاری از. دو دست باید استفاده شود. که یک دست تورچ را نگه می دارد و. دست دیگر فلز پر کننده (فیلر) را نگه می دارد. استفاده از. فلز پر کننده اختیاری است.
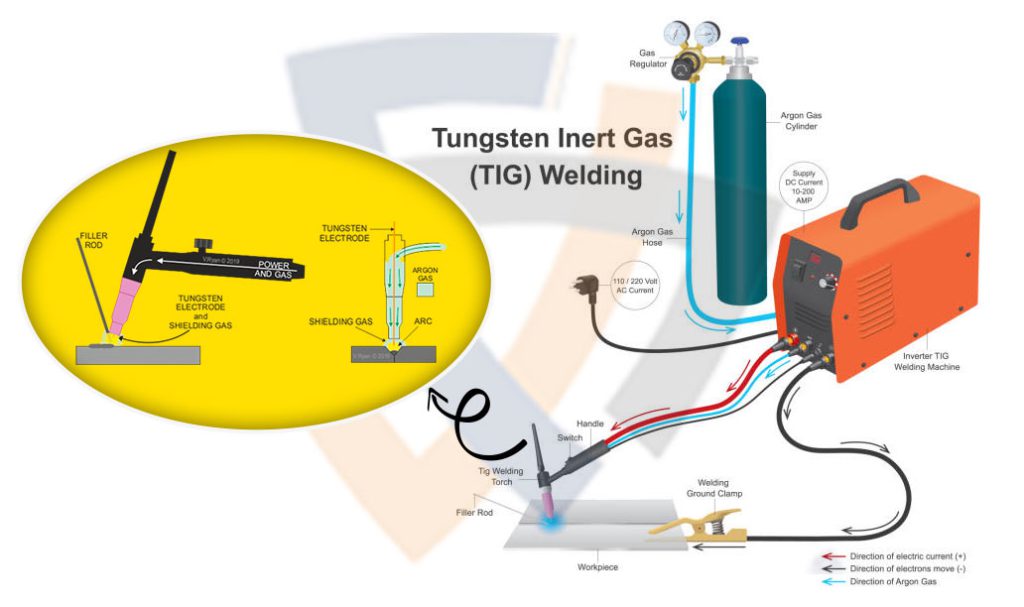
در این جوشکاری از یک گاز. بی اثر از طریق جوش به محل. جوش وارد می شود تا از جوش. در برابر آلاینده ها و. اکسید شدن محافظت کند. نام این جوشکاری از. کلمات جوشکاری تنگستن و. گاز خنثی گرفته شده. است (GAS Tungestan ARC welding).
سرعت جوشکاری آرگون کمتر از. جوشکاری های دیگر است. در این جوشکاری حداکثر. ضخامتی که میتوان جوش داد. 5 میلیمتر می باشد. در جوشکاری آرگون میتوان. تقریبا همه فلزات با. آلیاژ های مختلف را جوش داد.
این جوشکاری را میتوان. به 2 روش مختلف با. جریان AC یا DC انجام داد. در هر صورت برای. کارکردن به یک. مدار الکتریکی کامل نیاز دارد که. بر روی یک منبع برق. با جریان ثابت کار کند.
ابتدا باید تورچ را آماده کنید. تمام قطعات تورچ. در کنار هم قرار می گیرند. تا تنگستن درمرکز باشد. تورچ یک بخش از. مدار جوشکاری را تشکیل می دهد. برای تکمیل مدار. باید قطعه کار را به زمین. متصل کنیم تا. یک قوس الکتریکی بین الکترود و. قطعه کار ایجاد شود.
الکترود تنگستن می تواند. گرمای قوس جوشکاری را تحمل. کند و در زمان جوشکاری. مصرف نمی شود. به همین دلیل به آن. الکترود تنگستن. غیر مصرفی گفته می شود. برای افزودن فلز می توان. یک میله پر کننده یا همان فیلر. را با استفاده از حرارت ایجاد شده. در قوس، ذوب کرده و وارد. حوضچه جوش کرد تا. یک جوش مناسب ایجاد شود.
محبوب ترین و بهترین. نوع جوشکاری، استفاده. از جریان مستقیم الکترود. منفی DC می باشد. در جریان AC شروع قوس و. همچنین پایداری قوس مناسبی داریم و. در این روش محدوده وسیعی از. آمپراژ را پوشش می دهیم.
انواع روش های جوشکاری آرگون :
خراشی: ابتدایی ترین شکل. جوشکاری آرگون، جوش خراشی می باشد. برای شروع این جوش. نیاز به کشیدن الکترود تنگستن. روی سطح قطعه کار می باشد. در این روش مشکل اصلی. شروع قوس است که. امکان آلوده شدن و. شکسته شدن تنگستن وجود دارد.
جوش پالسی: در این جوشکاری. آمپر بین نقطه بالا و. پایین متناوب است و. گرمای ورودی کلی. یک جوش را پایین نگه. می دارد و نفوذ مناسبی دارد. برای جوشکاری مواد. نازک یک پالس سریع و برای. مواد ضخیم یک پالس. آهسته مناسب است. در جوشکاری پالسی می توان. پاشش را کاملا از بین برد و. کنترل قوس آسان تر است و. نفوذ کامل تری هم داریم.
فرکانس بالا (های فرکانس): در این روش نیازی به تماس. الکترود تنگستن به قطعه کار نمی باشد. با نزدیک کردن الکترود تنگستن. به قطعه کار و فشردن. سوییچ، قوس الکتریکی بین الکترود. و قطعه کار ایجاد می شود.
تجهیزات جوشکاری آرگون:
دستگاه مولد برق AC یا
DC (دستگاه جوش)
تورچ جوشکاری
الکترود تنگستن
کپسول گاز آرگون
رگلاتور
شیلنگ دوقلو
انواع تورچ جوشکاری:
تورچ هوا خنک: در این تورچ با استفاده از هوا و گاز محافظ، تورچ را خنک می کنیم و بیشترین کاربرد را در صنعت جوشکاری آرگون دارد. در این تورچ مقدار زیادی از حرارت قوس هدر می رود و جوشکار پس از چند دقیقه احساس گرمای زیادی در پایین دسته می کند.
تورچ آب خنک: در این تورچ با استفاده از مایع خنک کننده تورچ را خنک می کنیم . از این تورچ میتوان برای مدت طولانی استفاده کرد.
از سرامیک برای محصور کردن. تنگستن و. کنترل خروج گاز استفاده می کنیم. سرامیک از تنگستن و. قوس در برابر عناصر. بیرونی محافظت می کند. جنس آنها از. سرامیک و یا شیشه ای می باشد. پر مصرف ترین و. متداول ترین سایز سرامیک 5،6،7 است.
کولت بادی ( کولت بادی گاز لنز ) :
تفاوت اصلی این کولت با. کولت بادی معمولی وجود توری. صافی از جنس استنلس. استیل است که برای جذب. ذرات اضافی و متمرکز کردن. گاز آرگون داخل سرامیک (پیرکس) و. هدایت گاز با فشار ثابت به محل. جوش استفاده شده است. در کولت بادی حجم گاز. مصرفی کمتر است اما با شدت و دقت بیشتر. از سرامیک خارج می شود.
کولت :
پایداری تنگستن برای دقت. بالا و جوش ریزتر در. فرانید جوش بسیار مهم است به همین دلیل از. کولت استفاده می کنیم. که نقش تثیبت کننده را. ایفا می کند که. الکترود تنگستن را احاطه کرده. و آن را درجای خود نگه می دارد. با قرارگرفتن درست الکترود. در جای خود ، قوس به. صورت درست تشکیل می شود.
گردنه :
همه قطعات را کنار. هم نگه می دارد. اصلی ترین و بزرگترین. قسمت تورچ آرگون می باشد. گردنه ها به دو دسته.ثابت و.فلکسیبل (متحرک) تقسیم می شود. گردنه از دو قسمت تشکیل. شده قسمت بالایی کولت. و الکترود را به هم. متصل می کند و قسمت پایینی یک دسته. برای کنترل جهت قوس و یا روشن و. خاموش کردن تورچ می باشد.
دنباله ( بلند، متوسط و کوتاه) :
دنباله ها به سه دسته. بلند، متوسط و کوتاه تقسیم می شود. به عنوان نگهدارنده. تنگستن استفاده می شود. پس از واردشدن. الکترود تنگستن به گردنه دنباله. به پشت تورچ وصل می شود و. به عنوان عایق و. محافظ عمل می کند. و همچنین از الکترود تنگستن. در برابر عناصر خارجی که خلوص جوش. را کاهش می دهند نیز محافظت می کند.
الکترودهای تنگستن بر اساس. ترکیب شیمیایی آن ها یعنی. آلیاژ مورد استفاده و. مقدار آلیاژ مورد استفاده به. نسبت جرم الکترود طبقه بندی می شوند.
اکسید های مورد. استفاده در تنگستن عمدتا از. جنس توریم، لانتانیوم، زیرکونیوم و. سریم است که درصد ترکیب آن ها با. تنگستن می تواند 0.7 تا. 4 درصد می باشد.
از انواع تنگستن می توان به موارد زیر اشاره کرد:
تنگستن سبز (خالص ترین نوع الکترود تنگستن جوشکاری )