








تفاوت میان دستگاه برش لیزر و برش پلاسما چیست ؟
می توانیم تفاوت برش لیزری و پلاسما بسیار می باشند. تکنولوژی برشکاری لیزر و پلاسما هر دو جوان هستند و جزو تکنولوژی های جدید محسوب می شوند. هر چند که این دستگاه های برشکاری دقت و قدرت قابل قبولی دارند اما در جزییات با یکدیگر متفاوت هستند و برای شناخت بهتر لازم است ابتدا اصول هر یک را جداگانه بررسی و سپس مقایسه کنیم.
دستگاه برش پلاسما چگونه کار می کند ؟
برشکاری به روش پلاسما یک نوع فرآیند برشکاری بر اساس قوس الکتریکی است که در آن گاز پایه که می تواند اکسیژن، نیتروژن، هوای فشرده و … باشد بوسیله قوس الکتریکی به پلاسما تبدیل می شود. سپس از گرمای ایجاد شده توسط قوس پلاسما برای ذوب و تبخیر قطعه کار فلزی استفاده می شود. حرکت پر فشار گاز پلاسما به سمت قطعه کار باعث خروج فلز مذاب از مسیر می شود و بنابراین برشکاری رخ می دهد.
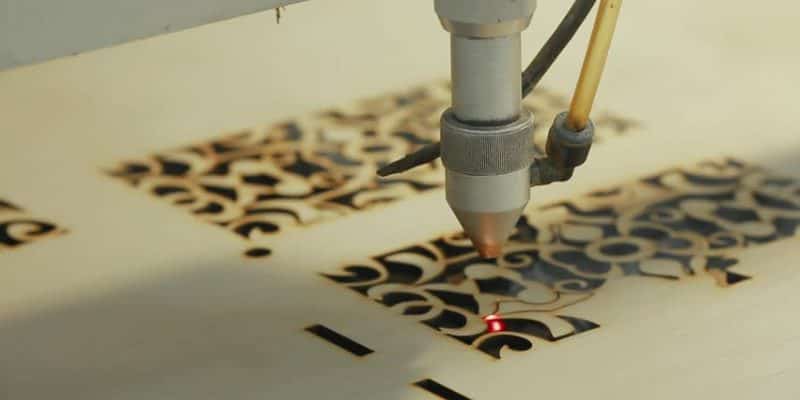
دستگاه برش لیزر چگونه کار می کند ؟
در دستگاه برش لیزر یک پرتو لیزری توسط دستگاه تولید می شود و از طریق یک سری بازتابنده منتقل می شود. سپس لیزر تولید شده، توسط لنز فوکوس روی سطح قطعه کار متمرکز می شود و در نقطه کانونی گرمای موضعی ایجاد می گردد، این گرما باعث ذوب فلز می شود حال لازم است از گاز کمکی برای خروج سرباره و فلز ذوب شده از مسیر برش استفاده کنیم. بنابراین کار برش لیزر توسط پرتو لیرز و فشار گاز کمکی انجام می شود.
کارکرد برش پلاسما چیست ؟
برش پلاسما برای برشکاری انواع مواد فلزی با ضخامت های متوسط مورد استفاده قرار می گیرد. برتری برش پلاسما در سرعت بالای برش، عرض کم مسیر برش، توزیع کم حرارت در قطعه، کمترین تغییر حالت فلز و هزینه کم عملیات برشکاری است. از معایب برش پلاسما می توان به زاویه 0.5 تا 1.5 درجه در سطح مقطع عمودی قطعه برش و همچنین سخت کاری سطح مقطع برش اشاره کرد.
کارکرد برش لیزر چیست ؟
دستگاه برش لیزر برای صفحات با ضخامت نازک و متوسط کاربرد دارد. از برش لیزر برای برشکاری انواع مواد همچون فلز، سرامیک ، شیشه و غیره استفاده می شود. از آنجا که لیزر دارای قدرت و روشنایی بسیار بالا است، سرعت برش لیزر بسیار بالا است، دقت برشکاری بالا و شکاف حاصل از برش باریک است. بنابراین دیگر نیازی به ماشین کاری بعد از برش نیست.
تفاوت برش لیزر و پلاسما کدامند؟
مواد برش لیزر و پلاسما
برش لیزر دامنه وسیع تری از مواد را برش می دهد در حالی که پلاسما فقط فلزات را می برد. برای برشکاری ورق نازک برتری برش لیزر اثبات شده است.
تفاوت هزینه برش لیزر و پلاسما
برش لیزر با توجه به آن که تکنولوژی های پیشرفته تری در آن به کار رفته است طبعا دارای هزینه بالاتری می باشد و برش پلاسما بسیار ارزانتر از برش لیزر است.
مزایا و معایب برش لیزر کدامند؟
برای شناخت بهتر مزایا و معایب دستگاه برش لیزر لازم است آنرا با روشهای عمومی برشکاری مقایسه نمود. نتیجه برتری آشکار برش لیزر است:
- شکاف حاصل از برشکاری بوسیله لیزر بسیار نازک و تمیز است. بنابراین برای جوشکاری نیاز به سنگ زنی ندارد.
- سرعت برشکاری در دستگاه برش لیزر بسیار بالا است مثلا برای فلزات نازل می تواند تا 10 متر در دقیقه باشد. این سرعت در مقایسه با برش پلاسما بسیار بیشتر است.
- کیفیت برش لیزر بسیار خوب است از مولفه های موثر در کیفیت می توان از تغییر شکل بسیار اندک، زیری کم سطح، کم بودن سطح مورب لبه نام برد.
- دستگاه برش لیزر بسیار دقیق است به این معنی که در شروع کار حداکثر 0.05 میلیمتر و در موقعیت یابی مجدد حداکثر 0.02 میلیمتر خطا برای آن متصور است.
- برش لیزر به دلیل مستقل بودن از قطعه کار می تواند هر ماده ای را برشکاری نماید و این مطلب به شدت بر روی سطح کارایی برش لیزر و گسترش استفاده از آن تاثیر گذار است.
با همه مزایای ذکر شده، برش لیزر معایبی نیز دارد:
معایب برش لیزر کدامند؟
هزینه های بالا برای خرید اولیه تجهیزات برش لیزر، همچنین لوازم مصرفی و نگهداری و تعمیرات هزینه های برش لیزر بالا است.
در حال حاضر برش لیزر برای ورق های نازک مقرون به صرفه است و برای صفحات ضخیم به صرفه نیست. البته اگر کیفیت بالا مورد نظر باشد باز هم انتخاب برش لیزر خواهد بود.
برشکاری پلاسما هم مزایا و معایب خود را دارد که می تواند برای انتخاب در نظر گرفته شود.
مزایای برش پلاسما کدامند؟
در برشکاری فلزات با ضخامت متوسط سرعت برش پلاسما بسیار بالاتر از برش لیزر و برش هواگاز است.
هزینه اولیه خرید تجهیزات و هزینه های نگهداری و لوازم مصرفی برش پلاسما از برش لیزر بسیار کمتر است.
معایب برش پلاسما چیست؟
- وقتی از برش پلاسما برای برش عمودی استفاده می شود لبه عمود تا حدودی مورب می شود.
- برش پلاسما در حین عملیات سرباره تولید می کند به این جهت لازم است پس از عملیات برشکاری، سنگ زنی نیز انجام شود.
- در برش پلاسما گازهای مضر و نور قوس وجود دارد که این گازها حاصل از تبخیر فلزات مختلف برشکاری شده است. برای رفع این مشکل معمولا برشکاری پلاسما زیر آب توصیه می شود. نور حاصل از برش لیزر نیز مضر است و باید برای کم کردن تاثیر آن از عینک مخصوص برشکاری لیزر استفاده کنیم.
- هزینه های خرید نازل و شعله پوش برش پلاسما بالا است.

مقایسه برش لیزر و برش پلاسما
حال با توجه به مطالبی که در بالا ذکر شد وقت آن است که دستگاه برش لیزر را با دستگاه برش پلاسما مقایسه کنیم.
- برش لیزر به قطعه کار آسیب نمی رساند در حالی که نوع عملکرد برش پلاسما بر اساس ذوب فلز قطعه کار است و بنابراین آنرا تحت تاثیر قرار می دهد. همچنین در صورتی که مشکلی در نازل یا الکترود پلاسما وجود داشته باشد می تواند باعث ایجاد ایراد آشکار در قطعه کار شود.
- شکاف ایجاد شده بر اثر برشکاری لیزر باریک است درحالی که شکاف ایجاد شده توسط دستگاه برش پلاسما کمی بزرگ تر از سایز نازل برش پلاسما است.
- سرعت برشکاری دستگاه برش لیزر سریعتر از دستگاه برش پلاسما است و می تواند با سرعت 10 متر بر دقیقه برشکاری کند.
- سطح حاصل از برشکاری لیزری صاف ، بدون سوراخ و با کیفیت است. برشکاری لیزر غیر تماسی است و ناحیه تحت حرارت در برش لیزر بسیار کوچک است بنابراین اثر حرارتی بر روی سایر بخشهای قطعه کار نخواهد گذاشت. همچنین به دلیل کیفیت بالای برش نیاز به سنگ زنی بعد از برشکاری وجود ندارد. اما در مقابل ضخامت مورد برشکاری محدود است و هزینه های برشکاری لیزر بالا است در حالی که دستگاه برش لیزر می تواند ورق های فولادی تا ضخامت 40 میلیمتر و گاهی بیشتر را به اشکال مختلف برش دهد. البته پس از برش ضخامت های بالا نیاز به سنگ زنی وجود دارد.
- دستگاه برش لیزر از دقت بسیار بالایی برخوردار است همانطور که قبلا نیز عنوان شد موقعیت یابی اولیه ماشین برش لیزر 0.05 میلیمتر و موقعیت یابی ثانویه آن 0.02 میلیمتر است. اما شرایط محیط کار باید تحت کنترل باشد در مقابل دستگاه برش لیزر تقریبا در هر فضایی قابل استفاده است و نیازی به کنترل شرایط محیطی نیست. کاربر نیز در برش پلاسما نیاز به مهارت کمتری دارد.
مزایای ماشین برش لیزر :
دقت و سرعت دستگاه برش لیزر بالا است در عین حال تغییر شکل ورق بسیار کم است. همین خواص باعث می شود برش لیزر برای قطعات با شکل پیچیده مناسب باشد. اما ضخامت ورق قابل برشکاری کم است و بصورت کلی برای ضخامت های کمتر از 8 میلیمتر مورد استفاده قرار می گیرد. کاربرد دیگر برش لیزر تمیزکاری است به این شکل که می توانید ضخامت بسیار کمی از ورق را با برش لیزر لایه برداری نمایید.
مزایای ماشین برش پلاسما :
همانطور که گفته شد تفاوت برش لیزر و پلاسما اندک است اما لازم است بدانید که دستگاه های برش پلاسما برای برشکاری انواع گسترده از فلزات کاربرد دارند و به دلیل سرعت بالا، دقت و ظرافت کاری در حال توسعه بازار هستند با این حال در ضخامت های بالاتر از 20 میلیمتر هزینه اولیه و ثانویه افزایش می یابد. قطعات یدکی برش پلاسما را می توانید با مراجعه به لینک داده شده نظاره نمایید.
قدرت و سرعت برش دستگاه لیزر برش فلزات:
می توانیم از رایج ترین توان های لیزر به موارد همچون 1000، 3500، 4000، 6000 وات اشاره نماییم این میزان ها با توجه به منبع در دستگاه ها تعیین می شود. برای بسیاری سوال می باشد که استفاده 6000 وات برای چه مواردی می باشد که در پاسخ می توانیم چنین بگوییم که از این حد از قدرت در برش فلزات ضخیم و قوی به کار می رود هرچند در نظر داشته باشید که از توان های پایین تری نیز برای این کار استفاده می نمایند.
برای مواد های جز فلزات از میزان توانی که این دستگاه برش لیزری استفاده می نماید برابر با 90 تا 150 وات می باشد همچنین این موضوع را در نظر داشته باشید برای بسیاری از موارد استفاده از قدرت های پایین دستگاه پیشنهاد می شود.
از جمله مواردی که باید به آن توجه ویژه داشت می توانیم به شرایط نگهداری دستگاه برش لیزری اشاره نماییم. در نگهداری از این نوع دستگاه برش باید دقت بالا، رسیدگی و مراقبت منظم به عمل آید.
برای تمیز نمودن این نوع دستگاه برش می توانید از اسپری انژکتور برای نظافت آن و همچنین از روغن 10-40 برای افزایش عملکرد آن استفاده نمایید. دقتی که این محصول دارد بر روی فلزات و غیر فلزات متفاوت می باشد برای مثال برای برش فلزات دارای اشعه لیزر باریک و ظریفی می باشد و همچنین این مورد را در نظر داشته باشید که با افزایش سرعت دقت دستگاه کاهش پیدا نخواهد نمود.










روش های برش پلاسما استاندارد چگونه است؟
تفاوت برش لیزر و پلاسما اندک می باشند اما لازم است که بدانید پلاسما استاندارد، در این ماشین ها که دارای استاندارد می باشند مشعلی که در آن به کار رفته است به حدی ساده می باشد و همچنین تنها برای گاز برش طراحی شده است. از جمله گازهای برش می توانیم به نیتروژن (N2) اکسیژن (O2) و یا به عبارتی می توان مخلوطی از گاز های آرگون – هیدروژن (آرگو پلاس) می باشد.
همانطور که مطالعه نمودید اطلاعاتی در ارتباط با تورچ برش پلاسما نوشته شد. با توجه به سرعتی که دستگاه برش استفاده می نماید مشعل آن با آب و یا هوا خنک می گردد. برش پلاسما برای فلزات تا حدود ضخامت 160 میلی متر را قابلیت استفاده دارد.
برش پلاسما با واسط ثانویه
زمانی که می گوییم واسط ثانویه منظور را می توان آب یا یک گاز خاص باشد.
برش با گاز ثانویه که در آن تغذیه یک گاز به دور قوس پلاسما، باعث منقبض شدن و سفت شدن بیشتر از گذشته می شود و باعث ایجاد جوی خاص در اطراف آن می گردد.
در پایین تر جدولی برای شما به نمایش گذاشته شده است که اطلاعات دقیق تری از کار برش پلاسما و لیزر را به شما می رساند.


برش لیزر و پلاسما، ابزاری برای کارگاههای بزرگ
همانطور که مشاهده فرمودید برش پلاسما و برش لیزر هر کدام برتری و معایبی دارند که بر همین اساس انتخاب آن به نیاز شما بستگی دارد. البته در نظر داشته باشید تجهیزات برش پلاسما از نظر سطح دسترسی و قابل تهیه بودن بسیار ساده تر از تجهیزات برش لیزر هستند.