اگر سوال دارید که “برشکاری هواگاز چیست؟” پاسخ ساده است این یک فرآیند برش حرارتی است که از اکسیژن خالص و گاز سوخت برای برش موادی مانند فولاد و فلزات استفاده می کند.
حرارت حاصل از یک سرپیک برش اکسی برای بالا بردن سطح یا لبه فولاد تا حدود 1800 درجه فارنهایت استفاده می شود. سپس اکسیژن به این فرآیند اضافه می شود که نتیجه بالاتر رفتن حرارت و شدت جریان می شود حرارتی در حدود 3200 درجه و سپس فولاد شروع به اکسید شدن می کند و فلز ذوب و ایجاد یک حفره می کند. گرما و جریان اکسیژن با سرعت ثابتی حرکت می کنند تا فلز را برش دهند.
واکنش شیمیایی واقعی که در طول برش با سوخت اکسی رخ می دهد، گاهی اوقات به عنوان “زنگ زدن سریع” یا “زنگ زدن سریع و کنترل شده” شناخته می شود. این فقط به این دلیل است که فولاد به سرعت اکسید می شود.
فلزات در فرآیند هوابرش
برش با هوابرش به طور گسترده در بسیاری از محیط های صنعتی استفاده می شود، با استفاده از این فرآیند می توان فلزات را در اشکال و اندازه های مختلف تا 300 میلی متر برش دهد
گاز اکسیژن
خلوص منبع اکسیژن نه تنها بر سرعت برش، بلکه بر کیفیت برش نیز تأثیر می گذارد. خلوص آن نباید کمتر از 99.5 درصد باشد.
وقتی صحبت از سیستم برش هواگاز می شود، همه گازهای سوختی حرارت یکسان ایجاد نمی کنند. رایج ترین آنها پروپان، استیلن، پروپیلن، گاز نفت مایع، MAPP (متیل استیلن-پروپادین) و گاز طبیعی است. بسته به دمای شعله و توزیع گرما، نوع گاز می تواند بر عواملی مانند کیفیت لبه، زمان سوراخ شدن و سرعت برش تأثیر بگذارد.
در اینجا عواملی وجود دارد که ممکن است بر انتخاب یک گاز سوخت خاص تأثیر بگذارد:
استیلن : استیلن بالاترین دمای شعله را در بین تمام گازهای سوخت ایجاد می کند. منجر به ایجاد حفره و برشکاری سریعتر می شود. همچنین شعله شدیدتری تولید میکند و اندازه منطقه متاثر از حرارت (HAZ) و درجه اعوجاج را کاهش میدهد.
پروپان : دمای شعله پروپان کمتر از استیلن است. بنابراین سوراخ کردن کندتر از استیلن است. با این حال، سرعت برش تقریبا یکسان است.
MAPP : گاز MAPP مخلوطی از هیدروکربن های مختلف، متیل استیلن و پروپادین است. معمولاً به جای استیلن استفاده می شود زیرا منبع گرمایی با توزیع یکنواخت تری ارائه می دهد.
پروپیلن : پروپیلن یک فرآورده گاز مایع نفتی است. دمای شعله آن مشابه MAPP است و برای دستیابی به جریان گرما و برش بهینه به مشعل انژکتوری نیاز دارد. با تمرکز گرما در لبه های بیرونی مخروط حرارتی کار می کند.
گاز طبیعی : گاز طبیعی کمترین دمای شعله را در مقایسه با سایر گازها دارد. در نتیجه بیشتری زمان را برای برشکاری استفاده می کند.
مرحله 1: گرم کاری اولیه
با استفاده از شعله های پیش گرم از یک سرپیکهوابرش، فولاد تا دمای اشتعال خود تقریباً 1800 درجه فارنهایت گرم می شود. سپس آماده واکنش با اکسیژن است.
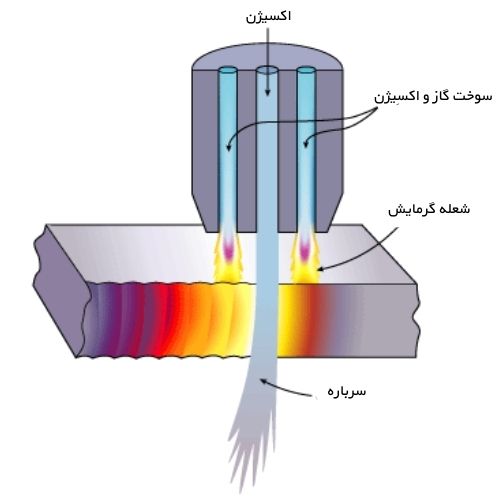
در داخل سرپیک، گاز سوخت با اکسیژن ترکیب می شود تا مخلوطی بسیار قابل اشتعال ایجاد کند. یک نازل با سوراخ های متعدد که به صورت دایره ای مرتب شده اند. مخلوط سوخت و اکسیژن در خارج از نازل مشتعل می شود و شعله های گرمایش درست در خارج از نوک نازل ایجاد می شود.
در طول فرآیند، نسبت سوخت به اکسیژن را می توان تنظیم کرد. این به تولید بالاترین دمای ممکن در کمترین شعله ممکن کمک می کند. در نتیجه، کنترل بیشتری وجود دارد و گرما را می توان در یک منطقه کوچک روی سطح صفحه فولادی متمرکز کرد.
مرحله 2 : سوراخ کردن و ایجاد حفره
سوراخ کردن به سادگی به معنای نفوذ اولیه به سطحی است که باید برش داده شود. هنگامی که سطح یا لبه صفحه به دمای مشتعل شدن رسید، گاز اکسیژن به فرآیند اضافه می شود تا شروع بر پیش بردن برشکاری کند. این “اکسیژن برش” نامیده می شود.
اکسیژن توسط یک سوراخ منفرد در مرکز نازل به سمت قطعه کار هدایت می شود. همانطور که جریان اکسیژن به فولاد از پیش گرم شده برخورد می کند، فرآیند اکسیداسیون سریع آغاز می شود.
فرآیند اکسیداسیون به عنوان یک واکنش گرمازا نامیده می شود. به عبارت دیگر، گرمای بیشتری نسبت به شروع کار تولید می کند. سپس فولاد اکسید شده سرباره مذاب را تشکیل می دهد که توسط نازل دمیده می شود و آن را قادر می سازد از طریق به فلز مواد نفوذ کند.
فرآیند سوراخ کردن بسته به ضخامت صفحه می تواند کسری از ثانیه یا چند ثانیه طول بکشد. در طول این مدت، جریان برش اکسیژن کار می کند تا عمیق تر به داخل فلز نفوذ کند. همانطور که این اتفاق می افتد، سرباره مذاب از سوراخ فلز خارج می شود.
اگر به درستی اجرا شود، به گودال کوچکی از سرباره در بالای صفحه منجر می شود. با این حال، یک رویکرد اشتباه در برشکاری می تواند آبفشان بزرگی از فولاد مذاب تولید کند یا سبب پاشش مذاب شود.
هنگامی که جریان اکسیژن برش، راه خود را از طریق صفحه باز کرد، سرپیک می تواند با سرعت ثابت شروع به حرکت کند. این یک برش مداوم را تشکیل می دهد. نوک برش و جریان گاز تنظیم شده بر روی رگولاتورها ضخامت فلز در حال برش را کنترل می کنند.
برای حفظ عملکرد واکنش گرمازا، سرپیک را درست در جلوی برش، در طول فرآیند گرم نگه میدارد. بنابراین گرمای اعمال شده به صفحه پیوسته است و به مشعل اجازه می دهد به حرکت رو به جلو ادامه دهد. در همان زمان، سرباره مذاب از پایین صفحه خارج می شود.
در حالی که اینها مراحل اساسی فرآیند هستند، بسیاری از عوامل دیگر نیز نقش دارند. اینها عبارتند از سرعت، فشار اکسیژن برش، تنظیم شعله پیش گرم، ارتفاع برش و دمای صفحه. هر یک از اینها می تواند کیفیت نهایی لبه برش را تحت تاثیر قرار دهد و موفقیت عملیات برش با سوخت اکسیژن شما را تعیین کند.