








برشکاری پلاسما یک فرآیند است که از طریق مواد جابجایی الکتریکی از طریق یک جت شتاب دهنده پلاسمای داغ برش می زند.
این برش برای برش فولاد، فولاد ضد زنگ، آلومینیوم، برنج و مس مناسب است. اگرچه فلزات رسانایی دیگر نیز ممکن است از این طریق برش داده شوند. این برش اغلب در تولید، تعمیر و بازسازی خودرو، ساخت و ساز صنعتی و تعمیر و نگهداری استفاده می شود.
هایپرترم یکی از معروف ترین و بهترین برند های تولید کننده تجهیزات پلاسما است.

برش پلاسما دستی
انواع برشکاری پلاسما
پلاسما جریان معمولی این فرآیند عموما از یک گاز واحد (معمولا هوا یا نیتروژن) استفاده می کند که هر دو پلاسما را تولید و خنک می کند.
پلاسمای دوگانه (بدون انسداد)
پلاسمای دوگانه (محافظ)
پلاسما کلاس تعریف بالا …







فرایند برش پلاسما
فرایند برش اولیه شامل ایجاد یک کانال الکتریکی از گاز بیش از حد یونیزه شده است، یعنی دستگاه برش پلاسما، از طریق قطعه کار برش، یک مدار الکتریکی کامل را به دستگاه برش پلاسما از طریق یک گیره متصل می کند.
این برش توسط یک گاز فشرده (اکسیژن، هوا، و دیگران بسته به مواد برش داده شده) انجام می شود که از طریق یک نازل متمرکز با سرعت بالا نسبت به قطعه کار تزریق می شود.
سپس یک قوس الکتریکی درون گاز تشکیل می شود، قوس الکتریکی برخی از گازها را یونیزه می کند، بنابراین یک کانال رسانای الکتریکی پلاسما ایجاد می شود.
برش پلاسما اتوماتیک
گرمای کافی برای ذوب شدن از طریق قطعه کار فراهم می کند. در عین حال، بسیاری از پلاسما ها با سرعت بالا و گاز فشرده، فلز را مذاب و از همین طریق فلز را برش می دهد.
برشکاری پلاسما یک روش موثر برای برش مواد نازک و ضخیم است. برشکاری دستی توانایی برش 38 میلی متر (1.5 اینچ) را دارد ولی از طریق برش اتوماتیک می توان تا 150 میلی متر (6 اینچ) ضخامت را برش داد.
این برش ، برای بریدن ورق در اشکال های منحنی یا زاویه بسیار مفید است.
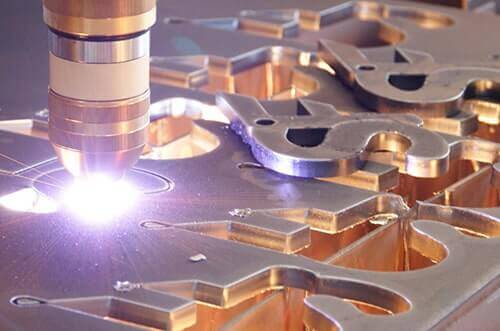
نمونه ای از برشکاری با تورچ دستی پلاسما هایپرترم از کانال آپارات ابزار صنعتی دلتا
تاریخچه برش پلاسما
این برش از جوشکاری پلاسما در دهه 1960 شکل گرفت و در دهه 1980 به عنوان روش بسیار سازنده برای برش ورق فلزی و ورق پدیدار شد.
این برش با روش سنتی قابل مقایسه نیست ولی نکته قابل توجه در مورد این نوع از برش این بود که زمان بیشتر و هزینه بالاتری نسبت به روش سنتی داشت.
این دستگاه های پلاسما به طور کلی برای برش از الگوها استفاده می کنند و تنها از دو محور حرکت استفاده می شود (به نام X Y برش)
ایمنی در برشکاری پلاسما
یکی از آسیب های جدی در برش پلاسما آسیب به چشم می باشد که برای جلوگیری از آسیب چشم نکات ایمنی توصیه شده را باید رعایت نمود.
حتما هنگام برشکاری توصیه می شود از عینک های مخصوص که سایه شماره 5 سبز دارند را استفاده کنید.
توصیه می شود که سایه 6 برای جریان قوس کمتر از 300 A استفاده گردد، اما باز هم با این حال قوس به وضوح دیده می شود.
البته فیلتر های سبک تر ممکن است هنگامی که قوس توسط قطعه پنهان می شود استفاده شود ولی از لحاظ ایمنی مورد تایید نمی باشد .
شرکت دی ولد، تولید کننده تجهیزات برش پلاسما، می گوید: “به طور کلی سایه شماره # ۷ یا # ۹ قابل قبول است ” Longevity Global یکی دیگر از تولید کننده ها، این جدول مخصوص برای حفاظت از چشم برای برش پلاسما در پایین آمپر را ارائه می دهد:
حداقل سایه فعلی
|
# 5 |
20A-40A |
|
# 6 |
40A-60A |
|
# 8 |
60A-80A |
دستکش های چرمی و ژاکت نیز برای جلوگیری از سوختگی های جرقه توصیه می شود.