جوشکاری قوس الکتریکی توپودری یک فرایند جوشکاری به روش اتوماتیک یا نیمه اتوماتیک است که نیازمند مصرف دایم سیم جوش های توپودری ،ولتاژ و جریان برق ثابت و دائم است.
در فرایند جوشکاری به روش توپودری از گاز محافظ استفاده نمی شود مگر در برخی از موارد که در اصطلاح به آن جوشکاری دو محافظ میگویند.
از این فرآیند به طور گسترده در ساخت و سازهای عمومی و صنعتی استفاده می شود زیرا این فرآیند دارای سرعت بالا ، بدون نیاز به گاز محافظ و قابلیت حمل آسان تجهیزات را داراست.
انواع جوشکاری توپودری (FCAW):
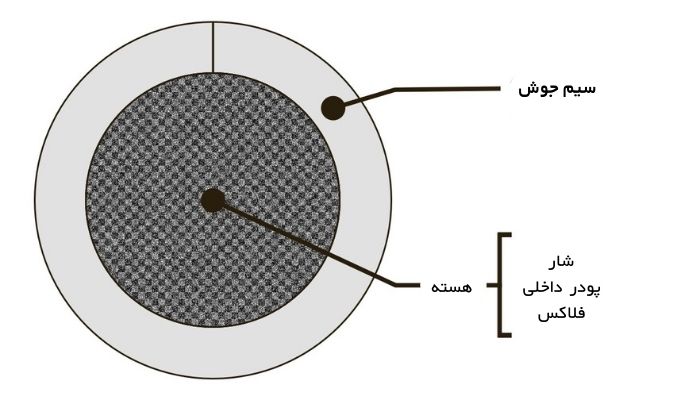
در جوشکاری به روش توپودری (FCAW) در اغلب موارد از گاز محافظ در آن استفاده نمی شود زیرا سیم جوش ها و الکترود های توپودری(FCAW) تو خالی بوده و داخل آن از پودرهای FLUX (شار) پر شده است و این پودر وظیفه ایجاد محافظت از حوضچه جوش را بر عهده دارد.
از این فرآیند در ساخت و سازهایی که در فضای آزاد قرار دارند مورد استفاده قرار می گیرد زیرا با وجود وزش باد و جو هوا، گاز بر خلاف روش GMAW پخش نمی شود و گاز محافظ در جای خود باقی می ماند به همین علت روش بسیار محبوب صنعتگران در ساخت و ساز های فضای آزاد به شمار می رود.
در فرآیند دو محافظ نیز بایستی از یک منبع خارجی گاز مانند کپسول های گاز برای تامین گاز محافظ استفاده نمود. گاز استفاده شده در این روش مانند روش (GMAW) یا (MIG) گاز های CO2، AR آرگون و یا مخلوط آرگون وCO2 است.
مزایای جوشکاری توپودری (FCAW):
از مزایای مهم و کاربردی این روش میتوان به چند موارد زیر اشاره کرد:
سرعت بالای جوشکاری
گاز محافظ در آن استفاده نمی شود.
استفاده از تجهیزات قابل حمل در جوشکاری
مناسب برای جوشکاری هایی که در فضای آزاد قرار دارند (محیط خارج از کارگاه)
در مقایسه با دیگر فرایند های جوشکاری مانند SMAW (جوشکاری با الکترود) و GTAW (جوشکاری آرگون) نیازمند مهارت خاصی نیست.
معایب جوشکاری توپودری (FCAW):
فرایند جوشکاری توپودری علاوه بر مزایایی که در آن وجود دارد مانند دیگر عملیات های جوشکاری دارای محدودیت ها و معایبیست که باید به آن ها بپردازیم.
گران بودن و اقتصادی نبودن تجهیزات و سیم جوش های توپودری
تعویض سیم جوش های جوشکاری توپودری برخلاف روش های GMAW و SMAW نیازمند زمان بیشتری است.
جوشکاری قوس الکتریکی میگ (mig : metal inert gas) :
جوشکاری mig یا جوشکاری فلز با گاز خنثی (گاز محافظ) یک فرآیند جوشکاری با قوس الکتریکی می باشد که از یک سیم جوش و یک تورچ جوشکاری برای برقراری قوس و ذوب سیم جوش و ورود آن به حوضچه جوش استفاده می شود. با ایجاد حرارت قوس الکتریکی و ذوب قطعه کار و سیم جوش، یک اتصال ایجاد می شود.
در جوشکاری میگ، تورچ جوشکاری در کنار هدایت سیم جوش، یک گاز محافظ را به سمت نقطه جوش هدایت می کند. این گاز وظیفه محافظت در برابر آلاینده های موجود در اطراف نقطه جوش و اکسید نشدن جوش را بر عهده دارد. این گاز عموما از گاز کربن دی اکسید (co2) و یا آرگون یا ترکیب کربن دی اکسید و آرگون می باشد.
مزایای جوشکاری GMAW یا MIG :
جوش co2 (جوشکاری میگ) یا همان جوشکاری قوس با گاز محافظ دارای مزایای بسیاری است که خود را نسبت به دیگر فرآیند ها محبوب تر کرده است.
سرعت بالا در جوشکاری
سهولت استفاده و عدم نیاز به مهارت خاص
آلودگی کم (دود و یا گاز های ساطع شده)
نیاز به پاک کردن سرباره بعد از جوش نیست
معایب جوشکاری GMAW یا MIG :
عملیات جوشکاری co2 علاوه بر مزایا و نکات مثبت نسبت به دیگر عملیات های دارای محدودیت های فراوانی است که قابل بررسی است.
هزینه بالای دستگاه جوشکاری co2 و تجهیزات آن
هزینه بالا در تعمیر و نگه داری از آن
نیازمند فضای کافی و مناسب برای تجهیزات دستگاه جوش
حساس بودن گاز محافظ به وزش باد و شرایط جوی
ترک خوردن جوش در بسیاری از موارد در این روش نسبت به دیگر روش های جوشکاری
تفاوت های جوشکاری به روش FCAW (جوشکاری تو پودری) و GMAW (جوشکاری co2) :
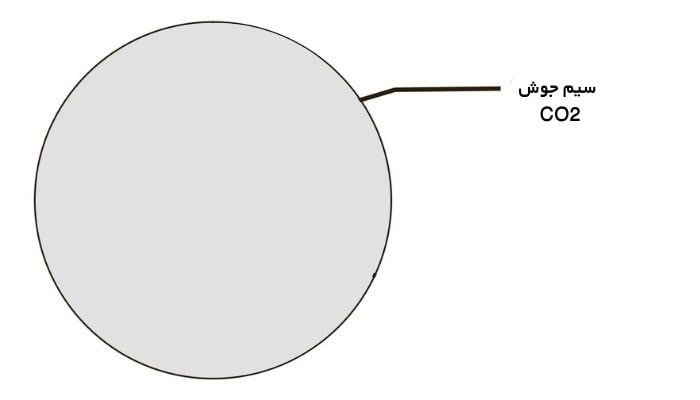
جوشکاری به روش توپودری و جوشکاری co2 همان جوشکاری میگ مگ هستند اما در باطن دارای تفاوت های بنیادینی وجود دارد به طور مثال سیم توپودری یک سیم تو خالی متتد که با شار یا فلاکس پر شده است بر خلاف سیم جوش های میگ که به صورت توپر یا به اصطلاح solid هستند.
تفاوت دیگر این دو روش میتوان به پایداری قوس و اتصال در روش FCAW دانست ولی برخلاف این که روش توپودری پایداری در جوشکاری بهتری دارد از روش جوشکاری میگ به دلیل زیر در صنعت کاربرد بیشتر دارد.
یکی از علل ترجیح استفاده از میگ نسبت به روش جوشکاری تو پودری نایاب بودن سیم جوش توپوردی نسبت به سیم جوش میگ است
در روش توپودری به دلیل ضخیم بودن سیم جوش شکل پذیری کم تر و احتمال شکستگی بیشتری نیست به سیم جوش میگ دارد.
اصلی ترین و بزرگ ترین تفاوت این دو روش وجود گاز محافظ در روش میگ (جوش co2) است که بر خلاف روشFCAW یا قوس الکتریکی توپودری، FLUX یا پودر شار عامل ایجاد گاز و محافظت از حوضچه را بر عهده دارد. در روش میگ نیز گاز هدایت شده از تورچ وظیفه محافظت از حوضچه را بر عهده دارد.
کاربردهای روش FCAW و GMAW:
از جوشکاری به روش توپودری برای جوشکاری قطعات آهنی، استیل، چدن و آلیاژهای نیکل مورد استفاده قرار می گیرد. از این روش در صنعت کشتی سازی، ساخت و ساز های ساختمانی، مخازن تحت فشار، استراکچرهای نظامی و … مورد استفاده قرار می گیرد.
در جوشکاری به روش GMAW یا میگ میتوان به روشی بسیار کارآمد برای جوشکاری فولاد های ضد زنگ (استیل)، فولاد نرم و آلومینیوم اشاره کرد.
از این روش به دلیل مناسب بودن برای جوشکاری های بلند مدت و طولانی و قرار گیری در محیط های بسته، صنعت کشتی سازی، خودرو سازی، تزئینات و … استفاده نمود. همچنین این روش بسیار مناسب برای خال جوش ها و جوش های نقطه ایی است.
نحوه نام گذاری سیم جوش های FCAW و GMAW:
درروش جوشکاری تو پودری سیم جوش به شکل متفاوت تری نسبت به سیم جوش های میگ نام گذاری می شود به طور مثال سیم جوش FLUX CORED ER 71T-1 که یکی از محبوب ترین و پرکاربرد ترین سیم جوش های توپودری به شمار برد.
ER: اول اسم سیم جوش
7: اصطکاک کششی که در این محصول استحکام کششی 7000 (پوند) LBS در هر اینچ مربع است.
1: به معنی جهت جوشکاری است که در روش FCAW دو جهت داریم (0) برای جوشکاری سطح افقی و مسطح و (1) برای جوشکاری در همه زاویه ها است.
T: به معنی سیم تو خالی و حفره دار است.
1: به معنی نوع پوشش پودری می باشد.
نام گذاری در روش میگ:
سیم جوش ER70S-6 یکی از محبوب ترین و پرکاربرد ترین سیم جوش های MIG به شمار می رود اشاره خواهیم کرد.
ER: به معنی سیم جوش است.
70: به معنی مقدار استحکام کششی بر حسب KSI است.
S: بیانگر تو پر بودن سیم جوش است SOLID
6: به معنی نوع خواص مکانیکی و شیمیایی سیم جوش است.
در این مقاله آموختیم جوشکاری به روش GMAW و FCAW دارای تفاوت ها و شباهت های بسیاری هستند که می توان این برداشت را داشت که جوشکاری به روش تو پودری یکی از روش های زیر مجموعه GMAW یا میگ است که اصلی ترین تفاوت آن ها بدون گاز بودن روش توپودری است که خود را نسبت به روش میگ منحصر به فرد تر کرده است.
به خاطر داشته باشید برای شروع یک روش جوشکاری مناسب حتما تمامی جوانب مزایا و معایب، نقاط قوت و ضعف، صرفه اقتصادی روش را در نظر داشتعه باشید تا بهترین راندمان و بازه خود را در جوشکاری فلزات برسید.
همچنین برای خرید محصولات نام برده شده می توانید با مشاورین ما تماس حاصل کنید و مناسب ترین محصول مورد نظر خود را تهیه کنید. 02166349691