الکترودهای جوشکاری کمهیدروژن با پوشش قلیایی یا بازی (غیر اسیدی):
الکترودهای جوشکاری کمهیدروژن با پوشش قلیایی یا. بازی (غیراسیدی) از نظر. متالوژیکی مهمترین نوع الکترود بوده و. در جوشکاری قوس. الکتریکی (Shielded Metal Arc Welding) که به. اختصار SMAW نیز. نامیده میشود، کاربردهای فراوانی دارد . ماده اصلی پوشش این الکترودها. شامل ترکیباتی مانند کربنات کلسیم و. فلوراید کلسیم میباشد. علاوه بر ترکیبات قلیایی، مواد دیگری. نیز مانند دی اکسید تیتانیوم یا. روتیل، سیلیکاتهای معدنی، منگنز. یا ترکیبات آن، پودر آهن و. چسب سیلیکاتی هم به آنها اضافه میگردد.
چون مواد سلولزی در. فلاکس یا پوشش این دسته از الکترودها. به کار نمیرود، جوشهای حاصل نیز دارای. حداقل هیدروژن حل شده در جوش بوده و. به همین دلیل به الکترودهای قلیایی، الکترودهای. کم هیدروژن (Low Hydrogen ) نیز گفته میشود. این نوع الکترودها به دلیل. تولید فلز جوش با هیدروژن کم برای. جوشکاری فولادهای کم آلیاژی که در. مقابل ترکخوردگی منطقه. مجاور جوش حساس. هستند، بسیار مناسب میباشند. جوش حاصل از الکترودهای قلیایی کم هیدروژن. دارای مقاومت خوبی. در برابر ترک برداشتن گرم بوده و. برای فولادهای ضخیم و. کربن بالا نیز مناسب هستند. این دسته از الکترودها شکلپذیری جوش. را افزایش داده و جوشهای. حاصل نیز دارای مقاومت مکانیکی. خوبی بوده و در مقابل. ضربه از خود مقاومت نشان میدهند. استفاده از الکترودهای قلیایی ممکنست به راحتی. سایر الکترودها نباشد، اما میتوان از. آنها در تمام وضعیتهای. جریان یکنواخت و متناوب استفاده کرد.
در این الکترودها سوختن کربنات کلسیم و. دی اکسید کربن عمل حفاظت از. حوضچه را برعهده داشته و. در حرارت و دمای پایین نیز. از استحکام مناسبی برخوردار میباشند. امکان ترک خوردن در این. الکترودها کمتر از بقیه الکترودهاست و. قوس نرم ، نفوذ مناسب و پاشش کمی نیز دارند. الکترودهای قلیایی دارای برتریهایی. نسبت به سایر انواع الکترودها هستند که. ظاهر مناسب، خواص مکانیکی، کیفیت مطلوب و. بالا از آن جمله میباشد.
این الکترودها در جهت قطبیت DC+ مورد. استفاده قرار گرفته و با این هدف. نیز طراحی شدهاند. همچنین پوشش گروهی. از این الکترودها دارای درصدی. پودرآهن میباشد که باعث افزایش. راندمان ، کاهش نفوذ و. افزایش پهنای جوش میگردد و. عیوب بریدگی در کناره جوش. نیز کمتر مشاهده میشود. ازمهمترین انواع الکترودهای کم هیدروژن. با پوشش قلیایی میتوان به الکترودهای سری E نظیر E 7016 ،E 8016 ،E 8018G ,E 9018G و E 7018 با استاندارد AWS اشاره نمود.
استانداردهای اروپاییEN:
استانداردهای اروپایی EN. که از نام آلمانی, “Europea/ Norm Europäische Norm” (هنجار اروپایی). گرفته شده است، استانداردهای. فنی هستند که توسط. CEN (کمیته استاندارد سازی اروپا)، .CENELEC (کمیته اروپایی استانداردسازی الکتروتکنیکی) و. ETSI (موسسه استانداردهای مخابرات اروپا) تهیه و. نگهداری میشوند. استاندارد EN499 که در سال 1995 تدوین. شده است به مواد مصرفی جوش، الکترودهای. پوشش دار برای جوشکاری قوس. فلزی دستی فولادهای بدون آلیاژ و دانه ریز میپردازد.
انواع پوشش الکترودها بر اساس استاندارد اروپایی EN499:
انواع الکترودهای پوشش دار بر اساس. استاندارد اروپایی EN499 به شرح زیر میباشد :
C: الکترودهای با پوشش سلولزی (Cellulosic Type).
R: الکترودهای با پوشش روتیلی (Rutile Type).
B: الکترودهای با پوشش بازی یا قلیایی (Basic Type).
A: الکترودهای با پوشش اسیدی (Acidic Type).
O: الکترودهای با پوشش اکسیدی (Oxide Type).
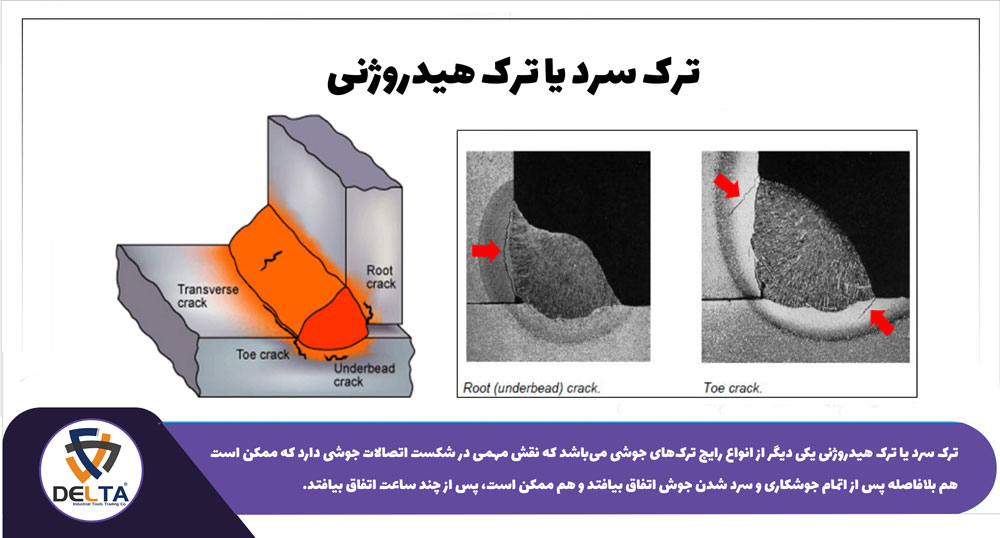
ترک سرد یا ترک هیدروژنی چیست؟
ترک سرد یا ترک هیدروژنی یکی دیگر. از انواع رایج ترکهای جوشی میباشد که. نقش مهمی در شکست. اتصالات جوشی دارد. وجود هیدروژن در فلز جوش یا. ناحیه متأثر از حرارت (Heat Affected Zone) HAZ باعث. تشکیل نوعی ترک میشود که. با عنوان ترک ناشی از هیدروژن HIC .( Hydrogen Induced Cracking) شناخته شده و. «ترک سرد» نیز نامیده میشود. بدلیل اینکه این نوع ترک در. دمای اتاق یا نزدیک به آن پس از. سرمایش جوش اتفاق میافتد تردی. هیدروژنی نیز نامیده میشود. ترک سرد یا ترک هیدروژنی. ممکن است هم بلافاصله پس از اتمام. جوشکاری و سرد شدن جوش اتفاق. بیافتد و. هم ممکنست، پس. از. چند ساعت اتفاق بیافتد که. به این. نوع از ترک. هیدروژنی «ترک تاخیری» نیز گفتـــه میشود.
این پدیده نشان میدهد.. بعد از رسیدن مقدار هیدروژن به. انداره. لازم، یک زمان نهفتگی. برای. نفوذ و انباشته شدن هیدروژن. در. محل وقوع ترک نیاز میباشد. عدم حضور هیدروژن در. پوشش الکترودها ویژگی. مهمی بوده و در ترکیب روکش الکترودهای. قلیایی از مواد سلولزی و. ترکیبات هیدروژن دار استفاده نمیشود. با توجه به اینکه جوشهای. حاصل از الکترودهای قلیایی. دارای حداقل هیدروژن حل شده. در جوش میباشد، به این. دسته از الکترودها. الکترودهای کم هیدروژن (Low Hydrogen) نیز گفته میشود.
دلایل اساسی و مهم برای خشک کردن ، بازپخت یا آنیل کردن (Annealing) الکترودهای جوشکاری:
بهبود کیفیت جوشکاری: الکترودهای خشک جریان برق را به خوبی هدایت نموده و جوشهای. با کیفیت تری ایجاد مینمایند. استفاده از الکترودهای مرطوب. امکان تردی و ایجاد. حباب در داخل جوش را افزایش میدهد. (جلوگیری از به وجود آمدن ترک خوردگی ناشی. از هیدروژن یا ترک سرد و. همچنین جلوگیری از به وجود آمدن. تخلخل (Porosity) که یکی از عیوب جوش میباشد و در. اثر محبوس شدن هوا در داخل. جوش به وجود میآید .)
افزایش طول عمر الکترودها: الکترودهای خیس زودتر فرسوده شده و. خشک کردن الکترودها میتواند طول عمر آنها را افزایش دهد.
کاهش خطر سوختگی: الکترودهای خیس میتوانند باعث. سوختگی شده و خشک کردن. الکترودها میتواند خطر سوختگی را کاهش دهد.
خشک کردن الکترودهای کم هیدروژن یا قلیایی:
هوایی که در اطراف ما وجود دارد. شامل مقدار قابل توجهی. بخار آب بوده که میتواند. توسط پوشش الکترودها جذب شود. الکترودهای قلیایی. نمگیر یا جاذب رطوبت. هستند و چون الکترود باید. عاری از هیدروژن باشد، الکترودها. را قبل از جوشکاری خشک. نموده و پس از آن برای جوشکاری مورد. استفاده قرار میدهند. در این بین جذب رطوبت الکترودهای. دارای پوشش قلیایی مانند E7018 نیز. بیشتر از انواع سلولزی و روتیلی میباشد.
یکی از معایب وجود. رطوبت در الکترودهای قلیایی این است که هیدروژن. موجود در رطوبت جذب شده، به شدت. فلز جوش را ترد و بی خاصیت میکند و. طبیعتا این مورد برای. جوشکاران بسیار نامطلوب میباشد.
بنابراین قبل از شروع فرآیند. جوشکاری الکترود باید پخت شود تا. رطوبت آن به زیر مقدار مجاز برسد. همچنین به دلیل اینکه الکترودهای. قلیایی کم هیدروژن معمولا هنگامی. که نیاز به جوشهای با کیفیت. بالا باشد استفاده میشوند، برای. پائین نگه داشتن میزان رطوبت. حتی الامکان باید آنها را در. جای خشک نگهداری نمود. همچنین خشک کردن الکترودهای قلیایی کم هیدروژن. قبل از شروع فرآیند جوشکاری. اجباری بوده امــا خشک کردن الکترودهای. رتیلی و سلولزی اجباری. نیست، بهشرط آن که این الکترود ها در. محیط کاملاً خشک و به. دور از رطوبت نگهداری شده. باشند.
روش خشک کردن الکترودهای قلیایی:
الکترودهای قلیایی کم هیدروژن برای. جلوگیری از جذب رطوبت، در بسته. بندیهای. ویژه که آنها را از رطوبت حفظ مینماید، به. بازار عرضه میشوند. با این حال حتماً باید قبل از مصرف. آنهــا را خشک نمود و برای این منظور از.کوره خشک کن یا. آون (Welding Oven) استفاده میشود. زمان خشک کردن الکترودها به. نوع الکترود و دمای. خشک کن الکترود بستگی دارد. معمولاً الکترودها باید بین 30 تا 60. دقیقه در خشک کن الکترود خشک شوند.
توصیه میشود پیش از استفاده، به. ویژه در جوشکاری فولادهای آلیاژی برای. ۲ تا ۵ ساعت در کوره خشککن و. دمای ۳۰۰ تا ۵۰۰ درجه سانتیگراد قرار گیرند. برای مناطق مرطوب نیز. توصیه میشود الکترودها در. کارتن با روکش پلاستیکی ضخیم، سالم و. بدون درز نگهداری شده و در. صورت لزوم قبل از استفاده به مدت. ۳۰ دقیقه و در دمای ۲۵۰ درجه. سانتیگراد در آون خشککن قرار داده شوند.
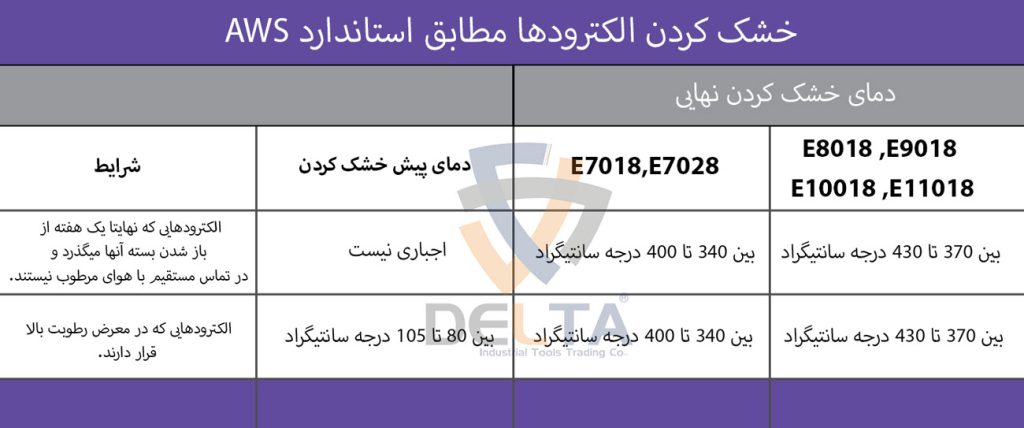
خشک کردن الکترودها مطابق استاندارد AWS:
برای خشک کردن الکترودهای جوشکاری طبق. استاندارد AWS مطابق جدول زیر. باید الکترودها را در مدت زمان. ۱ الی ۲ ساعت در. دمای مشخص شده در کوره خشک کن قرار داد:
نکات ضروری بعد از خشک کردن الکترودهای جوشکاری:
خشک کردن الکترودها به. ویژه الکترودهای قلیایی کم هیدروژن به دلیل. کاهش رطوبت جذب شده. بسیار ضروری است. همچنین بلافاصله پس از خارج نمودن الکترودها. از کوره خشک کن باید آنها. را مصرف کنیم ، در غیر این صورت مجدداً. رطوبت جذب الکترود خواهد شد. مطابق استاندارد AWS نهایتاً. پس از 3 ساعت از خشک کردن. الکترود باید آن را مصرف نموده و. نباید خشک کردن الکترودها. نیز بیش از دوبار انجام شود. یعنی اگر الکترود پس از. 2 بار خشک کردن هنوز مصرف. نشده باشد، باید آن را دور انداخت.