جوشکاری CO2 یکی از انواع جوشکاری. قوس الکتریکی در محیط محافظ بوده. که در این تکنیک از گاز. دی اکسید کربن (CO2) به عنوان. گاز محافظ و یک الکترود بدون پوشش استفاده میشود. گاز CO2 (دی اکسید کربن) یک گاز. بی رنگ و بی بو است که از دو اتم کربن و. یک اتم اکسیژن تشکیل شده است. این گاز به طور طبیعی در. جو زمین و در نتیجه تنفس انسانها و. سایر موجودات در اتمسفر وجود دارد. از آنجاییکه CO2 یک گاز. نسبتاً پایدار است، به عنوان یک گاز. محافظ در فرآیندهای جوشکاری به کار میرود. CO2 یک گاز فعال در این. فرآیند جوشکاری بوده و. بر خلاف گاز بی اثر در جوشکاری MIG.دی اکسید کربن با اتمسفر در فرآیند جوشکاری واکنش داده و با. حوضچه جوش نیز وارد واکنش میشود.
جوشکاری ذوبی به روش CO2 یک. روش قدرتمند و مفید جوشکاری بوده که. به وسیله آن میتوان اتصالاتی محکم و پایدار در. پروژه های گوناگون ایجاد کرد. جوشکاری CO2 معمولا برای. فولادهای ساختمانی کم آلیاژ و. ورقهای فلزی با ضخامت کم و. متوسط به کار میرود. این نوع جوشکاری به دلیل داشتن. مزایای زیاد ، یکی از رایج ترین. انواع جوشکاری محسوب شده و. گاهی به این روش، جوشکاری فلز گاز فعال یا. همان MAG (Metal Active Gas) نیز گفته میشود.
گازهای محافظ Shielding Gas برای. کمک به جوشکاری استفاده شده و. تاثیر مهمی بر پایداری قوس، پروفیلهای. نفوذ جوش و فرآیند انتقال مورد استفاده، دارند. روشهای جوشکاری مختلفی وجود دارند که در. آنها از گاز محافظ استفاده شده و این گاز محافظ، میتواند یک. گاز بی اثر یا گازی اکتیو باشد. به طور کلی، گازهای اکسیژن، هلیم، آرگون و. دی اکسید کربن به عنوان گازهای محافظ. مورد استفاده قرار میگیرند.
انتخاب گاز مناسب در فرآیند جوشکاری. بسیار مهم است و گاز دی اکسید کربن (CO2) یکی از. محبوبترین انتخابها میباشد. در بین انواع روشهای جوشکاری، گاز CO2 در. پروژههای مختلفی به کار میرود و علاوه بر صرفه اقتصادی بیشتر. نسبت به سایر گازها، به خواص مکانیکی. خوب فلزات نیز کمک مینماید. دی اکسید کربن که معمولا برای جوشکاری. فولادهای کربنی محدود به فرآیند. اتصال کوتاه استفاده میشود، میتواند به. دستیابی به برخی از ویژگیهای مفید مانند. دوام و مقاومت در برابر ترک نیز کمک کند.
در جوشکاری فلزات. غیرآهنی مانند منیزیم، تیتانیوم و یا جوشکاری آلومینیوم. باید از گاز آرگون خالص استفاده نمود. چرا که دی اکسید کربن، موجب. اکسیداسیون فلز جوش خواهد شد. CO2، تنها گاز فعالی است که ضمن. ارزان قیمت بودن و صرفه اقتصادی، خواص. محافظتی عالی از خود نشان داده و به همین. علت، از جمله روشهای متداول در جوشکاری. بسیاری از صنایع میباشد. در حین جوشکاری CO2 یک قوس الکتریکی بین. سیم جوش و فلز قطعه کار تشکیل می شود. قوس دو قطعه فلزی را گرم نموده و. باعث اتصال آنها میشود.
دی اکسید کربن به عنوان یک گاز محافظ فعال. عمل می کند، بنابراین تا حدی با. فولاد مذاب واکنش می دهد. به دلیل گرمای شدید فرایند جوشکاری، گاز CO2 به. مونوکسید کربن (CO) و اکسیژن (O) تجزیه شده و. اکسیداسیون جزئی رخ میدهد. به همین دلیل این روش برای جوشکاری. آلیاژهای سبک یا فولادهای سبک مناسب نیست. اگرچه جوشکاری CO2 برای همه مواد. مناسب نیست و. درز جوشی عریضی نیز دارد، برای کارهای. معمولی با فولادهای کربنی ساده. گزینه مناسبی میباشد. زیرا جوشکاری CO2 مقرون به صرفهترین روش جوشکاری است. همچنین ضخامت مواد برای جوشکاری MAG نباید. بیشتر از یک میلیمتر باشد، به همین دلیل از این. روش برای جوشکاری بدنه خودرو و. کارهای مشابه و همچنین برای جوشکاری. ساختمانهای فولادی نیز استفاده میشود.
موارد استفاده از جوش CO2 و کاربردها:
به دلیل سادگی و قابل حمل بودن، فرآیند. جوش CO2 را میتوان در طیف گسترده ای از بخشها و. صنایع مختلف استفاده نمود که این موارد. میتوانند شامل موارد زیر باشند:
– تعمیر و نگهداری خطوط انتقال (جوشکاری لوله ها ).
-صنایع خودروسازی وتعمیر خودرو.
-صنایع ساخت و ساز و زیرساختهای شهری (سازه های فولادی).
-صنایع کشتی سازی.
علاوه بر سریع و کارآمد بودن، جوشکاری CO2 را. میتوان در بسیاری از مکانهایی که. خطرات ایمنی به طور. بالقوه وجود دارد نیز استفاده نمود و. بهمین دلیل این فرآیند، به یک. روش جوشکاری عمومی در. صنعت تبدیل شده است. از این روش جوشکاری به ویژه برای. ایجاد پیوندهای قوی بین فلزات. غیر مشابه مانند آلومینیوم، فولاد زنگ نزن، چدن، آلیاژهای. مس، آلیاژهای کبالت-کروم، آلیاژهای پایه نیکل، آلیاژهای. تیتانیوم و آلیاژهای پایه منیزیم استفاه میگردد.
همچنین میتوان از این روش جهت تعمیرات قطعات یا. اجزایی که به شدت خورده شده اند نیز استفاده کرد. این روش برای شرایطی که به دلیل موقعیت یا. شکل آنها دسترسی به سایر. فرآیندهای جوشکاری دشوار است، مناسب است. برای تاسیسات صنعتی بزرگ گرفته تا. تعمیرگاهها و کارگاههای کوچکتر، جوشکاری. قوس الکتریکی CO2 یک انتخاب. متداول و رایج بوده و در. پروژههای گوناگونی استفاده میشود. مخلوط های گاز فعال مورد. استفاده در این فرآیند، عمدتا برای جوشکاری فولاد ، توسعه یافته و. استفاده میگردند.
در ساختمان سازی نیز برای قطعات فولادی، جوشکاری. ورقهای گالوانیزه و انواع. لولهها، از گاز محافظ. دی اکسید کربن استفادههای زیادی میشود. به طور کلی، در جوشکاری انواع. آلیاژهای آهنی نیز میتوان از این روش استفاده نمود.
دلایل استفاده از جوشکاری CO2 در صنایع گوناگون:
کاهش اکسیداسیون – تجزیه گاز CO2 در دماهای بالا به مونوکسید کربن و. اکسیژن، از اکسیداسیون فولادهای کربنی جلوگیری نموده که در. نهایت به بهبود خواصی چون استحکام، چقرمگی و. سختی منجر میگردد.
جلوگیری از برخی عیوب جوشکاری – گِلِ جوش یا سرباره (Slag)، یکی از. عیوب رایج در جوشکاری است که با. ذوب شدن روکش الکترود ایجاد میگردد. اگرچه گِلِ جوش را میتوان با. فرزکاری از بین برد، اما استفاده از. روش CO2 از ایجاد آن جلوگیری نموده و داشتن. خط جوشهایی دقیقتر و سالمتر را ممکن میسازد. عیب رایج دیگر، سوختگی کنار جوش یا. همان Undercut است. تراکم گاز CO2 در ترکیب با دمای قوس بالاتر، مانع از. ایجاد سوختگی کنار جوش خواهد شد.
کاهش هزینه جوشکاری بدلیل استفاده از گاز CO2 – استفاده از گازهای بیاثر هلیوم و آرگون، هزینه جوشکاری. را افزایش میدهد که در نهایت، منجر به افزایش هزینه. تولید مقاطعی چون تولید لوله جوشی. درز مستقیم یا لوله درز دار خواهد شد، این. درحالیست که جوشکاری CO2 ، روشی. کمهزینه و در عین حال باکیفیت است که صرفه. اقتصادی نیز خواهد داشت. لوله جوشی درز مستقیم یا لوله درز دار. معمولا با ورقه های فلزی نورد شده تولید میشود که. سرتاسر درز موجود در طول این لوله جوشکاری میشود. اتصال دو لبه لوله در لوله های. درزدار به دو روش مقاومت الکتریکی، (Electric Resistance Welded) ERW. و ذوبی الکتریکی EFW (Electric Fusion Welding) انجام میشود. در واقع جریان الکتریکی با فرکانس بالا بین. دو لبه مستطیل فولادی اعمال شده و. سبب میشود دو لبه ذوب و. به خوبی با یکدیگر ترکیب شوند.
قابلیت ترکیب CO2 با سایر گازها – استفاده از گاز CO2 به تنهایی، باعث. پاشش جوش گشته و قادر به بهبود بخشیدن. فرآیند جوشکاری نخواهد بود. اما قابلیت ترکیب با گازهای بیاثری مانند. آرگون را دارد که در ولتاژهای پایین، از. پاشش جوش و ناپایداری قوس جلوگیری مینماید.
افزایش نفوذ جوش در جوش CO2- در جوشکاری CO2، گاز محافظ حرارت را. متمرکز کرده و نفوذ جوش را بهبود میبخشد که. مانع از نفوذ ناقص (Lack of Penetration) و. ذوب ناقص (Lack of Fusion) به عنوان یکی از عیوب رایج میشود.
کیفیت جوش خوب– هنگام فرآیند جوشکاری، اولویت اول باید. کیفیت بالای جوش باشد. گاز CO2 به طور قابل توجهی. کیفیت را بهبود میبخشد، زیرا سطح هیدروژن در. فلز جوش پایین میباشد که به ایجاد مقاومت در برابر. ترک و سایر خواص مکانیکی عالی کمک مینماید. همچنین استفاده از جوش CO2، ظاهر فلز را نیز. بهبود بخشیده و در عین حال نیاز به تمیز کردنِ محل جوش. پس از فرآیند جوشکاری را کاهش میدهد.
کاهش تنش سطحی -برخلاف گازهای بی اثر هلیوم و آرگون، در جوشکاری CO2 ، این. گاز محافظ تنش سطحی را کاهش داده و منجر به نفوذ بیشتر جوش میشود.
جوشکاری CO2 چگونه انجام میشود؟
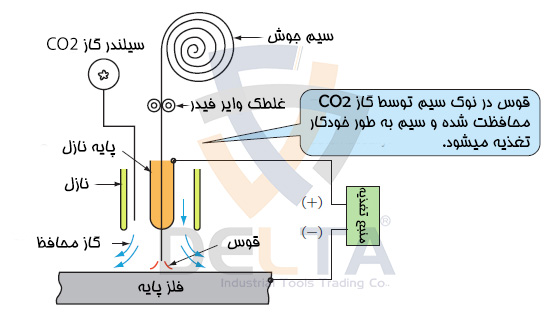
تصویر زیر کاملترین شکل شماتیکی است که میتوان. نحوه فرآیند جوشکاری با گاز CO2 را از روی آن درک نمود:
قطعه پایه (Base Metal) در پایین. تصویر آماده انجام فرآیند جوشکاری میباشد.
منبع تغذیه (Power Source) دستگاه جوش که در واقع. تامین کننده ولتاژ لازم برای ایجاد جریان الکتریکی میباشد (در سمت راست تصویر دیده میشود)
سر منفی منبع تغذیه به قطعه کار و سر مثبت آن به.انبر سیم جوش (Contact Tip) متصل میشود.
سیم جوش (Welding Wire) باید به صورت. عمودی در محل جوشکاری قرار بگیرد.
ابتدا با استفاده غلطک هدایت کننده (Feeding Roller). سیم صاف میشود.
سپس با عبور از درون انبر به نزدیکی. قطعه پایه انتقال داده میشود.
کپسول حاوی گاز (CO2 Gas Cylinder) CO2 در. سمت چپ تصویر قرار دارد.
با استفاده از یک شلنگ گاز این. کپسول به محل جوشکاری انتقال پیدا میکند.
یک نازل (Nozzle) در مجاورت انبر سیم جوش در نظر گرفته میشود که. گاز دی اکسید کربن از طریق آن به سمت. محل جوش هدایت میشود.
با روشن کردن منبع تغذیه در اثر اختلاف. ولتاژ ایجاد شده، جریان الکتریکی برقرار شده و در اثر. قوس الکتریکی (Arc) حرارت بالایی تولید میگردد.
به این ترتیب با ذوب شدن سیم و بخشی از قطعه. حوضچه جوش ایجاد شده و هم زمان تزریق گاز CO2 نیز. روی حوضچه جوش صورت میگیرد و جوشکاری CO2 انجام میشود.
از دیگر مزیتهای استفاده از جوش CO2 میتوان به موارد زیر اشاره نمود:
جرقه زنی کم.
میزان سرباره بسیار کم و نزدیک به. صفر (راندمان رسوب گذاری بالا و تشکیل. سرباره کم باعث شده پس از هر. پاس جوش، نیاز به تمیزکاری سرباره نباشد.)
استفاده از سیم جوش با قطر نسبتا کم و. افزایش چگالی جریان جوشکاری که باعث میشود. نرخ رسوب نیز زیاد شود.
این روش جوشکاری در اکثر. موقعیتهای جوشکاری قابل اجرا میباشد.
امکان تغذیه مستمر سیم جوش.
سرعت جوشکاری بسیار بالا است و. جوشکار میتواند با یک دست سرعت جوشکاری را کنترل کند. (تمرکز خوب قوس باعث نفوذ عمیق میشود.)
میزان هیدروژن در فلز جوش کم است که موجب. مقاومت در برابر ترک و بهبود خواص مکانیکی میشود.
قوس به آسانی و با نرخ بالایی تشکیل میشود که باعث. کاهش هزینه جوشکاری شده و فرآیند را مقرون به صرفه تر مینماید.
معایب جوشکاری CO2:
هنگام استفاده از جوشکاری CO2 مزایای این روش به. قدری زیاد است که میتوان از معایب این نوع جوشکاری. چشم پوشی نمود. جوش CO2 دارای معایبی به شرح زیر میباشد:
نمیتوان از جوشکاری CO2 در فضای باز استفاده کرد. در شرایطی که سرعت باد بیش از. 2 متر بر ثانیه باشد، به صفحه بادشکن نیاز است.
با توجه به اینکه جوشکاری CO2 از گاز محافظ در. طول فرآیند استفاده مینماید، فقط میتوان. این نوع جوشکاری را در محیطهای بسته انجام داد. زیرا باد میتواند باعث ایجاد مشکل در حین انجام کار و. موجب آلوده شدن پروژه شود.
این روش جوشکاری به آلاینده ها حساس است. مواردی مانند زنگ زدگی، خاک، روغن و رنگ میتوانند. باعث ایجاد مشکلاتی در جوش شوند. امکان بروز تخلخل ناشی از نیتروژن و. اکسیژن به دام افتاده در محل جوش نیز وجود داشته و. تمیز نبودن سطح میتواند منجر به عدم همجوشی شود. بنابراین، خلوص گاز CO2 و تمیزی سیم جوشها بسیار مهم است.
گاز CO2، برای سلامتی خطرناک است. (امکان آسیب دیدن پوست از تابش گاز)
حتی اگر از کابل بلند استفاده شود، فضای حرکت جوشکار محدود است.
به لوازم و تجهیزات زیادی نیاز دارد.
قیمت منبع تغذیه آن بالاست.
اتلاف گاز
لوازم و تجهیزات مورد نیاز جوشکاری CO2:
رگلاتور یا شیر تنظیم که برای تنظیم مقدار گاز خروجی استفاده میشود.
تغذیه کننده سیم: این دستگاه معمولا یک توپ با ۱۰ هزار متر سیم دارد.
انبر جوشکاری CO2 که به وسیله آن گاز و سیم به محل جوشکاری هدایت شده و به محض. فشار دکمه آن میتوان جوشکاری را انجام داد.
سیم جوش CO2 با جنسهای آلومینیوم، فولاد و استیل در بازار موجود میباشد. اگر جنس سیم جوش از فولاد باشد، قطر آن بین ۰.۸ – ۱.۶ میلیمتر است.
منبع تغذیه برای جوشکاری: ولتاژ مناسب برای ذوب و. اتصال فلزات با استفاده از منبع تغذیه مناسب ایجاد میشود.
مشعل یا تورچ:
جریان الکتریکی بین گاز محافظ و سیم جوش و رساندن آن به. حوضچه جوش با استفاده از مشعل انجام میشود.
جوشکاری فلز گاز فعال CO2 یا همان MAG، به شیوههای مختلفی انجام میشود. که جوشکاری CO2 سر بالا یکی از آنها میباشد.
حالتهای انتقال MAG (تنظیمات جوشکاری CO2):
هنگام جوشکاری MAG، میتوان از حالتهای مختلف. انتقال (Transfer Mode) منبع تغذیه استفاده نمود. این تنظیمات شیوه انتقال فلز از. الکترود به قطعه کار را تعیین میکند. چهار حالت اصلی برای فرآیندهای GMAW – Gas Metal Arc Welding وجود دارد که عبارتند از:
کروی یا گلوبولار (Globular) – در حالت انتقال کروی، فلز جوش در قطرات بزرگی که. معمولاً بزرگتر از قطر الکترود هستند، در سراسر. قوس جریان می یابد. بنابراین معمولاً در جوشهای MAG که از. گازهای محافظ CO2 استفاده شده ،این حالت برای. فولادهای کربنی به کار برده میشود. در این حالت از گاز محافظ CO2 با. درجه خلوص 100% یا مخلوط گازهای CO2 و. آرگون استفاده میشود.
اسپری (Spray) – در این حالت قطرات ریز فلز در سرتاسر قوس. پاشیده میشود که نتیجه آن کوچکتر از قطر الکترود است. این روش از سرعت و ولتاژ بالای. تغذیه سیم استفاده میکند. برای دستیابی به این انتقال و در این حالت، از گاز محافظ. مخلوط دوتایی حاوی آرگون واکسیژن 1% تا 5% یا آرگون و CO2 (18% یا کمتر) استفاده میشود.
اتصال کوتاه (Short circuit) – در این حالت اتصال کوتاهی بین الکترود با. قطعه کار منجر به انتقال فلز میشود. انتقال اتصال کوتاه نیاز به انرژی کمی داشته که یک. مزیت محسوب میشود. در این حالت معمولا از الکترودهایی با. قطر 0.025 اینچ تا 0.045 اینچ و گاز محافظ CO2 با درجه. خلوص 100٪ یا مخلوطی از 75٪ تا 80٪ آرگون، به علاوه 20٪ تا 25٪ CO2 استفاده میشود.
پالس اسپری (Pulse Spray) – منبع تغذیه در حالت پالس اسپری بین انتقال اسپری بالا و جریان. پس زمینه کم قرار دارد. در طول هر چرخه، یک قطره از یک الکترود به. حوضچه جوش منتقل میشود. گاز محافظ معمولا آرگون با حداکثر 18٪ CO2 است و. بر روی فولادهای کربنی اجرا میشود.
نحوه انجام جوشکاری CO2:
در دستورالعملهای جوشکاری CO2، از یک کپسول گاز. برای تامین گاز فعال (Active Gas) استفاده میشود. با این حال، جوش CO2 با استفاده از سیم جوش. پر از گاز نیز امکانپذیر میباشد. در حین جوشکاری، یک سیم جوش به وسیله یک.مشعل جوشکاری به سمت حوضچه جوش قطعه. کار مورد نظر هدایت میشود. الکترود یا سیم جوش در سیم پیچ اولیه. قرار دارد و به صورت پیوسته به سمت مشعل جوش هدایت میشود. با ایجاد جریان الکتریکی در سیم جوش، قوس الکتریکی در فاصله نوک الکترود و. فلز ایجاد گردیده که حرارت آن موجب ذوب. سیم جوش همراه با فلز میشود. در حین جوشکاری، برای جلوگیری از اثر گذاشتن اکسیژن و. نیتروژن موجود در اتمسفر بر روی حوضچه جوش، گاز محافظ. CO2 از نازل مشعل تامین میگردد. در طول جوشکاری CO2 ، دستگاه جوش ولتاژ ثابتی را تامین مینماید. این ولتاژ ثابت یک قوس اتصال کوتاه را بین سیم جوش و. موادی که قرار است جوش داده شوند، ایجاد میکند و. به دلیل این اتصال کوتاه، دمای بالایی بین. مشعل جوش و قطعه به وجود میآید. این امر باعث ذوب شدن لبههای جوش میگردد.
لبههای جوش همراه با سیمجوش، حوضچه جوش را تشکیل داده و هنگام. خنک شدن، حوضچه مذاب محل جوش سخت شده و یک. اتصال جوشی قوی به وجود میآید. تنظیم ولتاژ و آمپراژ دستگاه نیز بسیار مهم میباشد. چرا که در صورت تنظیم نادرست، به پاشش و جرقه های جوش بالا منجر میشود. تنظیم این دو عامل مهم، با توجه به ضخامت قطعه و. گرمایی که جهت فرآیند جوشکاری مورد نیاز است، انجام میگیرد.
تفاوتهای جوشکاری CO2 و MIG:
جوشکاری قوسی با گاز محافظ (Gas Metal Arc Welding) یا بهطور. خلاصه GMAW نوعی فرآیند جوشکاری قوسی با سیم جوش. پیوسته است، که در اوایل دهه ۱۹۵۰ ابداع شد. در ابتدای اختراع فرآیند GMAW از آن برای جوشکاری. آلومینیوم و از گاز آرگون برای محافظت آن استفاده میشد. به همین دلیل به آن جوشکاری فلز گاز. خنثی (Metal Inert Gas) MIG نیز گفته میشد. با ابداع روشهایی برای استفاده از گازهای. CO2 و O2، انجمن جوشکاری آمریکا، عبارت. GMAW را جایگزین عبارت MIG نمود. اساس روش GMAW بر برقراری قوس الکتریکی. میان الکترود یا سیم جوش مصرف شدنی و. قطعه کار میباشد و قوس و حوضچه جوش توسط گاز بی اثر محافظت میگردد.
این روش به دو صورت. اتوماتیک و نیمه اتوماتیک قابل انجام میباشد. تمام فلزات و. آلیاژهای مهم صنعتی مانند فولادهای کربنی، فولادهای کم آلیاژ، فولادهای. ضد زنگ و آلیاژهای آلومینیوم، مس، نیکل، در تمام. وضعیتها با استفاده از این روش قابل جوشکاری میباشند. تفاوت اصلی بین جوشکاری CO2 و. MIG در نوع گاز محافظ میباشد. در جوشکاری MIG از گاز بی اثر استفاده شده، در. حالیکه حین فرآیند جوشکاری CO2 از گاز دی اکسید کربن استفاده میشود. مزیت جوشکاری CO2 این است که یک. فرآیند جوشکاری نسبتا ارزان میباشد. CO2 یک گاز محافظ ارزان بوده، در حالیکه گازهای. بی اثر اغلب گران هستند.
به غیر از گاز محافظ، هیچ تفاوتی بین جوش. CO2/MAG و جوش MIG وجود ندارد. فرآیند جوشکاری دقیقاً مشابه است. از یک دستگاه جوش میتوان در هر. دو فرآیند جوشکاری استفاده کرد. البته این نکته را باید در نظر گرفت که جوشکاری CO2 برای. فلزات نجیب (Noble Metal) یا گرانبها نیز مناسب نمیباشد. فلزات نجیب مانند طلا، نقره، پلاتین و پالادیوم دارای مقاومت استثنایی در برابر خوردگی و. اکسیداسیون هستند و یکی از عوامل کلیدی که آنها را منحصر به فرد میکند، تغییرناپذیری آنهاست. همچنین این فلزات همانند فولاد و سایر آلیاژها در مقابل گازهای. فعال واکنش نشان نمیدهند.
جوشکاری CO2، گاهی دارای خطراتی بوده و در این جوشکاری ایمنی بسیار مهم است.جریان برق یکی از مواردی است که هنگام کار با دستگاه جوش باید به آن توجه نمود. زیرا بارها پیش آمده که جان افراد را به خطر انداخته است. مخزن گاز نیز از دیگر مواردی میباشد که ممکن است به علت. نشتی یا خرابی، خطرناک باشد زیرا گاز. منتشر شده به چشم و پوست آسیب رسانده و سلامت جوشکار را به خطر می اندازد. بنابراین، توجه به نکات ایمنی بسیار مهم و ضروری است. در جوشکاری CO2، به دلیل تولید گاز مونواکسید کربن در حین جوشکاری، لازم است که از ماسکهای مخصوص برای جلوگیری از. خطرات احتمالی استفاده شود. اشعه گاز نیز ممکن است باعث آسیب رسیدن به. پوست بدن شده و به همین دلیل باید تمام. بخشهای بدن پوشانده شوند. بنابراین استفاده از تجهیزات ایمنی مناسب از قبیل ماسک و … و دستکش جوشکاری استاندارد الزامی میباشد.
تفاوت جوشکاری CO2 و آرگون:
جوشکاری آرگون – TIG یکی از انواع جوش قوس الکتریکی میباشد. همچنین جوش آرگون – TIG، یکی از انواع جوشکاری MIG است که در. آن نیز از گازهای بی اثر استفاده میشود. بنابراین، به غیر از گاز محافظ، هیچ تفاوت. خاصی بین جوش CO2 و جوش TIG وجود ندارد. فرآیند جوشکاری آنها دقیقا مشابه بوده و برای هر دو فرآیند جوشکاری. میتوان از یک دستگاه جوش استفاده کرد. مزیت جوشکاری CO2 این است که. یک فرآیند جوشکاری نسبتا ارزان محسوب شده و CO2 نیز یک. گاز محافظ ارزان به شمار میرود.
اصلیترین تفاوت جوشکاری آرگون با CO2، ترکیب گاز محافظ مورد استفاده میباشد. در جوشکاری آرگون، از گاز خالص آرگون برای جوشکاری استفاده شده در. حالیکه در جوشکاری CO2 ، گاز محافظ، مخلوطی از گازهای. دی اکسید کربن و آرگون است. ترکیب گاز، بر پایداری و کیفیت قوس و در. نتیجه خط جوش اثر میگذارد. قوس تولید شده توسط گاز آرگون، پایدارتر و قابل. کنترلتر از قوسی میباشد که توسط گاز CO2 تولید میشود. دی اکسید کربن ، منجر به پاشش. مذاب شده و کیفیت جوش کمتری ایجاد میکند.
جوشکاری CO2 جوشی. نافذتر را ممکن میسازد که برای مواد. ضخیم و قطعات با ضخامت بالا مناسب است. به همین دلیل، ترکیب گاز CO2 و آرگون، ترکیبی مناسبی برای جوشکاری باکیفیت، قیمت. مناسب و قابل کنترل است.دیگر تفاوت جوشکاری آرگون و CO2 در سرعت است. جوشکاری CO2، سرعت بالاتری نسبت به جوش آرگون دارد، چرا که. زمان آماده سازی تجهیزات و خنک شدن قطعه در آن کمتر است.اگرچه جوش آرگون، برای قطعات. غیرآهنی مناسب است اما گاز CO2 را برای جوشکاری. قطعات فولادی و آهنی نیز استفاده میکنند.
دستگاه جوشکاری CO2، دستگاهی است که با. ایجاد قوس الکتریکی و با داشتن کپسول گاز دی اکسید کربن، برای این. نوع جوشکاری مورد استفاده قرار میگیرد. تغذیه سیم جوش به صورت متداول و با سرعت قابل تنظیم نیز. توسط دستگاه انجام میشود. این دستگاه میتواند میزان آمپرهای متفاوتی داشته و. تک فاز یا سه فاز باشد. برخی از انواع دستگاههای جوشکاری CO2 به صورت.آب خنک و بعضی نیز به صورت هوا خنک تولید میگردند.
سیم جوش مناسب جوشکاری CO2:
در جوشکاری CO2 از سیم جوش برای پر کردن فضاهای. خالی استفاده شده و برای جوشکاریهایی که به صورت. یکنواخت میباشد، مورد استفاده قرار میگیرد. سیم جوش با توجه به جنس فلز. انتخاب شده و باید برای هر فلزی از سیم جوش متناسب با آن فلز. استفاده نمود تا محکم بوده و استحکام بیشتری داشته باشد. سیم جوش CO2 انواع متفاوتی دارد و به صورت. بدون آلیاژ، کم آلیاژ و آلیاژدار تولید شده و. معمولا برای اتصال فلزات آهنی و. غیر آهنی از آنها استفاده میشود. سیم جوش دارای جنس، پوشش و. سایزهای مختلفی بوده و بر اساس انواع فلز، پوشش و. کاربرد تقسیم بندی میشود.
مشکلات احتمالی در حین فرآیند جوشکاری CO2:
در هنگام جوشکاری به روش CO2، مشکلاتی نیز ممکن. است به وجود آید. متداولترین مشکلاتی که در حین. فرآیند جوشکاری CO2 رخ میدهند عبارتند از:
– گیر کردن سیم در دستگاه جوش: در برخی شرایط، ممکن است. سیم پیج خورده و درهنگام خروج، در دستگاه جوش گیر کند. بنابراین، حتما. پیش از انجام فرآیند جوشکاری باید از. صاف بودن سیم درون قرقره مطمئن شد. – گیر کردن سیم ذوب شده در نوک تفنگ: زمانی که گرمای بیش از حد برای. ذوب به وجود آید، این مشکل ممکن است رخ دهد.